


施工缝是因施工组织需要而在各施工单元分区间留设的缝。贺州铜止水施工缝并不是一种真实存在的“缝”,它只是因后浇注混凝土超过初凝时间,而与先浇注的混凝土之间存在一个结合面,该结合面就称之为施工缝。因混凝土先后浇注形成的结合面容易出现各种隐患及质量问题,因此,不同的结构工程对施工缝的处理都需要慎之又慎。
沉降缝是上部结构各部分之间,因层数差异较大,或使用荷重相差较大;或因地基压缩性差异较大,总之一句话,可能使地基发生不均匀沉降时,需要设缝将结构分为几部分,使其每一部分的沉降比较均匀,避免在结构中产生额外的应力,该缝即称之为“沉降缝”。铜止水
若建筑物平面尺寸过长,因热胀冷缩的缘故,可能导致在结构中产生过大的温度应力,需在结构一定长度位置设缝将建筑分成几部分,该缝即为温度缝。对不同的结构体系,伸缩缝间的距离不同,我国现行规范《混凝土结构设计规范》GB50010-2002对此有专门规定。
可见,除了施工缝,其余两种缝均是真实存在的缝隙。《建筑抗震设计规范》GB50011-2001规定:对有抗震设防要求的建筑物,沉降缝和伸缩缝的宽度都必须满足抗震缝宽度的规定。所谓抗震缝,是因为建筑物平面不规则,或竖向不规则,而对结构抗震不利,而设缝将结构分为若干部分。
由此可见,施工缝受到施工工艺的限制,是按计划中断施工而形成的接缝。混凝土结构由于分层浇筑,在本层混凝土与上一层混凝土之间形成的缝隙,就是常见的施工缝。所以并不是真正意义上的缝,而应该是一个面;而沉降缝是为了克服结构不均匀沉降而设置的缝,须从基础到上部结构完全分开; 伸缩缝是为克服过大的温度应力而设置的缝,基础可不断开; 抗震缝是为使建筑物较规则,以期有利于结构抗震而设置的缝,基础可不断开。
止水铜片施工要点
2021-10-06
?
紫铜钢板止水带广泛使用于各种水利建造中,贺州铜止水为所有项目的防水层水.渗水层面发挥了挥之不去的焦虑不安影响。而铜片止水原料以紫铜生产加工而成,具有优良的增加.导电性.传热.耐腐蚀等功能和较好的加工工艺功能.物理学功能.有机化学功能.机械设备功能.产业链功能等,可随纯净度.溫度.生产方法.金属材料结构.塑性形变水准等矛盾而变动。因此铜片止水可达到水利建筑的矛盾必须而得到广泛运用。
紫铜止水铜片主要特点有:耐腐蚀工作能力强;抗压强度高,能承载很大形变;外型轮廊清楚,无裂纹.压折.凹痕。
适用各种高档水利建筑物的基本防水.坝身防水.坝后防水.走廊防水,及其坝基内孔眼防水.工业厂房防水.溢流式面下横缝防水等,是避免疏忽的梦想商品一直以来中国水利水电工程项目中设计方案使用的橡胶止水带关键材料有四种,即纯金属片(紫铜).不锈钢板片.硫化橡胶.塑胶等。在其中全铜因其耐溶剂腐蚀.融入形变.抗压强度高优质特点,是项目中关键防水位置的选择原材料。
紫铜钢板止水带工程施工关键点:
1.应竭尽全力检修口止水铜片在墙面中心线上;
2.二块不锈钢板两者之间的电焊焊接要细腻且为双面焊,厚钢板钢筋搭接不小于200mm;
3.墙面拐角处的处理,一整块厚钢板弯曲;丁字形电焊焊接;7字形电焊焊接;
4.止水铜片的适用电焊焊接,可以用小建筑钢筋焊接在纵筋上;
5.止水铜片越过柱钢筋时,可以将所越过的主筋断掉,制做成难以启齿箍,电弧焊接在厚钢板上;
6.止水铜片的“难以启齿”朝迎河面
紫铜止水铜片主要特点有:耐腐蚀工作能力强;抗压强度高,能承载很大形变;外型轮廊清楚,无裂纹.压折.凹痕。
止水铜板使用前的保护工作大致分为以下两部分,贺州铜止水通常需要出厂厂家与购买方的协作才能完成。
关于止水铜板的运输工作铜止水
根据我公司的市场调查以及与客户沟通过程中发现,止水铜板的运输过程及到现场后的保护措施,依然为大部分人所疏忽。初次采购止水铜板的采购人员在与止水铜板厂家达成协议后,并不关心整个运输过程。正规的厂家在运输前会对止水铜板认真开展打包工作,通常会使用统一规格的木方打包后再进行全面包裹,同时对边角采取保护措施,防止碰撞挤压。止水铜板的打包工作结束后才装车运输,运输过程中将有专门跟踪物流的管理人员,时刻监视运输方向,有问题及时反馈,确保每一车止水铜安全到达指定现场。
关于止水铜板现场准备工作
止水铜板到达后,买方提货即完成本次交易。虽然已完成交易,但融能金属公司以良好的售后服务为基准,以崇高的企业宗旨为重心,尽可能地确保每一批止水铜板发挥出 止水功效,力争为水利建设助一臂之力,在此,为合作过止水铜板的各个项目工程,提出止水铜板到达现场后的保护建议:
1.做好对止水铜板的防晒工作,避免阳光直射,远离热源,防油污,防变形。如不急需使用,暂时勿拆包装。(运输前的打包包装可防晒防变形)
2.检查好止水铜板的合格证(质检报告)、营业执照等必备。(融能金属公司齐全将随货同时寄出)
3. 为确保我公司的止水产品达到 利用率,务必使用专业从事人员,焊接工人必须持证上岗,焊接工艺将直接影响止水效果。 
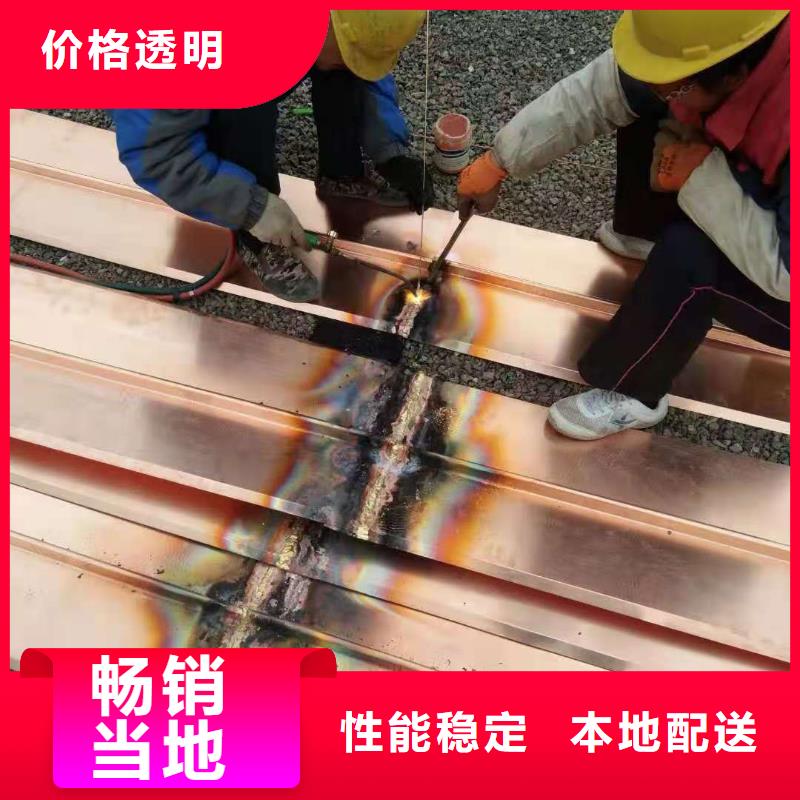
铜止水片(是由紫铜或纯铜生产加工而成),贺州铜止水因而铜止水片的电焊焊接应以紫铜焊接检验标准。铜止水片电焊焊接宜选用气割或氩弧焊机,这儿详细介绍气割的操作流程及其常见问题。
气割是用O2与乙炔气体造成高溫,熔融焊丝与焊接件的金属材料疑固后产生焊接的焊接工艺。
其具体步骤办法是:关掉焊把电源开关,将乙炔气体及O2开启,打火渐渐地开启焊把电源开关引燃焊嘴,将焊丝依据必须 放到被焊物件上,再慢慢调准焊嘴的火焰高低,应用火焰溶化焊丝与焊接件的合金凝结后产生-条焊接。
需运用衔接焊的方式 ,其钢筋搭接尺寸不能低于40mm与此同时为得到高宽比和总宽匀称的焊接,钢筋搭接焊可选用左焊接方法,即焊炬从右往左边挪动的方式 。气割的操作过程方式 包含氧气乙炔焰的引燃.调整和灭掉.起焊.电焊焊接全过程中焊炬和焊丝的健身运动.连接头和结尾的使用要点。
1.火苗的引燃
焊炬的握法,应左手拿焊炬,将食指和无名指坐落于氧e调节阀处,与此同时大拇指还能够电源开关.调整乙炔气体调节阀门,随时随地调整汽体的总流量。引燃火苗时,先要稍稍打开氧s气调节阀门,随后再开乙炔气体调节阀门,二种汽体在焊炬内混和后,从焊嘴喷出来,这时将焊嘴挨近明火就可以引燃。打火时,拿明火的手不必正对接焊嘴,也不能将焊嘴偏向别人或易燃物,防止出现安全事故。(留意)一开始打火时,很有可能发生持续”放鞭炮"声,缘故是乙炔气体不纯,需释放不良的乙炔气体再次打火。有时候发生不容易打火的状况,大部分状况是氢开得过大而致,这时候应将氧e调节阀调小。